Что такое шевер
Высокоточный инструмент, чье функциональное назначение – обработка зубчатых колес (чистовая). Сам процесс называется шевингованием, достигается путем обкатки – несовпадения у шевера и колеса угла наклона зубьев в момент скольжения. Таким образом с боковой поверхности зубчатого колеса при помощи шевера снимается лишний слой стружки.
Червячные шеверы – это рабочий червяк с насечками (зубцы/канавки) небольшого размера, расположенными на боковой части винтов. Зубцы наносятся на деталь радиально или же под углом 7-10 градусов. Шеверы червячного типа изготавливаются в строгом соответствии техническому заданию, предъявляемому к конкретному виду изделия или детали. Используются для обработки червячных колес.
Реечные шеверы. Инструмент производится методом поэлементной сборки: из зубчатой и косозубой рейки. Сфера применения – обработка колес цилиндрической формы с зубцами прямого/винтового вида.
Дисковые шеверы – самая распространенная разновидность. Внешний вид – колесо цилиндрической формы с зубьями винтового типа. Основным материалом для изготовления шевера служат инструментальные материалы с высокими показателями прочности.
Конструктивные параметры
Шевер, применяемый для шевингования – зуборезный инструмент, состоящий из дисковой части колеса (червяк/рейка), с нанесенной режущей кромкой.
Заточка дискового шевера
Один из самых известных способов обработки заключается в том, что на зубошлифовальных станках поочередно шлифуются боковые стороны каждого зуба. Такой вид работ достаточно дорого стоит и слишком трудозатратен. Поэтому оптимальнее проводить процедуру на зубошевинговальных и затыловочных станках.
Происхождение шевера
Непосредственно сама операция шевингования, оборудование и режущий инструмент были изобретены в Америке (в первой половине XX века) для автомобилестроения. В России использовать шеверы начали в 1936 году.
ГОСТ 8570-80 «Шеверы дисковые. Технические условия»
Процесс шевингования, виды и формы шеверов
Шевингование: что это такое и где применяют данную технологию. Особенности технологического процесса. Плюсы и минусы обработки шевингованием. Основные параметры станков. Виды шеверов и сфера их применения: реечный, дисковый, червячный и облегающий.

Шевингование – это технология механической обработки металла, которую применяют на завершающем этапе производства. В качестве рабочего оборудования применяют зубошевинговальные станки, которые за несколько циклов придают заготовке завершенный вид. На обработку подаются только незакаленные детали. В противном случае шевер – режущий инструмент станка – не сможет качественно резать металл. Выделяют несколько способов шевингования, отличающихся по направлению подачи: параллельное, касательное и диагональное.
Где и зачем применяют шевингование
Технология не отличается богатой историей. Она была изобретена в 30-х годах прошлого века в США компанией National Broach. С 1936 года шевингование зубчатых колес было опробовано на Московском автомобильном заводе имени Сталина.
Технология шевингования зубчатых колес – востребованная процедура в современном производстве. В автомобильной промышленности зубчатые передачи используют в коробках переключения передач, редукторах мостов, раздаточных коробках и других узлах. Кроме того, шевингование применяется в других отраслях, где предъявляют высокие требования к точности зубчатого зацепления.

Результатом обработки является геометрически правильная форма зубьев, поверхность которых приобретает механическую прочность и упругость. Благодаря этому повышается точность передачи и снижается уровень шума в процессе эксплуатации передач.
Технические характеристики некоторых сплавов не позволяют выполнять чистовую обработку с помощью шлифования. В этом случае заготовки подвергают шевингованию.
Обработку шевером в редких случаях используют в качестве альтернативы химической очистки металла, поскольку шевингование является менее опасной и трудоемкой процедурой.
Механическое удаление лишней стружки преследует следующие цели:
Помимо шестерен, шевингованию подвергают проволочную продукцию. Процесс обработки удаляет посторонние поверхностные отложения, повышая качество материала.
Технологию применяют для обработки следующих металлов и сплавов:
Технология процесса шевингования

На станках повышенной точности реализована возможность осциллирующего движения режущего инструмента. Наиболее эффективной считают частоту в диапазоне 20–100 Гц. Это позволяет выполнять обработку за один проход и уменьшать показатель шероховатости поверхности.
Расчет припуска выполняют в процессе изготовления зубчатого колеса. Исходными данными являются модуль, диаметр шестерни, а также требуемый класс точности готового изделия.
Плюсы и минусы шевингования
Несмотря на высокую точность металлообрабатывающих станков, класс точности необработанного зуба не всегда соответствует предъявляемым требованиям. Использование шевингования в качестве средства чистовой обработки обладает следующими преимуществами:
К недостаткам шевингования относят отсутствие жесткой кинематической связи между шевером и зубчатым колесом. Это причина низкого уровня корректировки дефектов предыдущих шагов. Качество зависит от величины припуска. Таким образом, имеется прямая связь между точностью зубонарезного станка и результатом обработки шевингованием.
Современные шевинговальные станки позволяют осуществлять резание зуба при жесткой кинематической связи с расположением относительно друг друга под углом 45º. В процессе участвуют два шевера для двухсторонней отделки зуба.
Инструменты и оборудование
В качестве примера приведем основные технические параметры популярной модели 5Д702В – полуавтоматического зубошевинговального станка с горизонтальной осью:
Виды и форма шеверов
Рассмотрим последние два вида подробнее.
Облегающие шеверы
Использование данных шеверов позволяет сократить время обработки. По сравнению с приспособлениями дискового типа точность облегающих шеверов несколько ниже. В результате воздействия можно получить зуб в форме бочки.
Основное отличие от стандартного инструмента заключается в воздействии на контактную плоскость. Направление движения имеет форму вогнутой линии, а не прямой. За счет этого и получают зубья специфической формы.
Червячные шеверы
Применяются для финишной отделки колес червяного типа. Это наложило отпечаток на конструкцию инструмента: он имеет форму червяка с мелкими режущими насечками.
Червячные шеверы не поддаются стандартизации, поэтому подбор осуществляется, исходя из чертежных размеров обрабатываемой заготовки.
Существует несколько типов червячных шеверов. Наиболее популярными являются:
Шевингование может выполняться двумя способами:
Технология шевингования по сей день является востребованной процедурой. Это единственный способ чистовой обработки зубчатых колес с целью повышения качества поверхности и увеличения класса точности изделия. А вам приходилось наблюдать за работой современных зубошевинговальных станков с ЧПУ? Некоторые специалисты полагают, что по сравнению с современным оборудованием точность отечественных станков, применяемых в серийном производстве, крайне мала. Согласны ли вы с этим утверждением? Напишите ваше мнение в комментарии.
Шеверы
Шевингование повышает точность колес примерно на одну степень. При этом исправляются профиль зубьев, шаг, частично погрешности направления зубьев, снижается биение зубчатого венца и особенно шероховатость боковых поверхностей (от Ra 3. 2,5 до Ra 0,63. 0,32). Шеверы применяются для обработки цилиндрических колес m = 0,2. 8,0 мм с прямыми и винтовыми зубьями, с твердостью до 35 HRC3, главным образом с целью повышения плавности зубчатого зацепления.
Типы шеверов и кинематика процесса шевингования. Шеверы бывают трех типов: червячные, реечные и дисковые.
Червячные шеверы (рис. 1.15, а) применяются для обработки червячных колес и представляют собой червяк, подобный по размерам рабочему червяку с нанесенными на боковых сторонах витков канавками. Канавки наносят в радиальном направлении или под углом 7. 10°. У основания витков червяка делается винтовая канавка для выхода долбежного резца, формирующего режущие кромки шевера. Кинематика движения шевера подобна работе рабочего червяка в зацеплении с червячным колесом. Стружки снимаются за счет проскальзывания витков червяка по боковым сторонам зубьев колеса.
Следует отметить, что изготовление зубьев шевера-рейки и ее монтаж очень сложны и трудоемки, а при сборке неизбежны потери точности. Поэтому данный инструмент не получил широкого распространения. На практике шевингование цилиндрических колес производится преимущественно дисковыми шеверами.
Типы шеверов
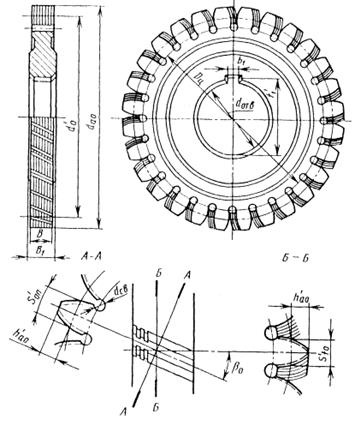
Дисковый шевер (рис. 1.15, в) представляет собой колесо, изготовленное из инструментальных материалов с высокой степенью точности. На боковых сторонах его зубьев, как и у других типов шеверов, путем долбления сформированы стружечные канавки, которые образуют режущие кромки при пересечении с боковыми эвольвентными поверхностями зубьев и создают пространство для размещения стружки. Канавки несквозные, за исключением шеверов для мелкомодульных колес (m = 0,2. 0,9 мм), у которых они перерезают зуб насквозь из-за малых размеров зубьев.
Контакт зубьев шевера и колеса теоретически точечный, а фактически имеет место зона (пятно) контакта вследствие упругих деформаций от нормального давления. Зона контакта в процессе обката перемещается по пространственной линии зацепления и именно по ней срезается стружка. Для возможности обработки профиля зубьев колеса по всей поверхности зуба необходимо задать шеверу продольную и радиальную подачи.
При шевинговании инструмент и обрабатываемое колесо находятся в беззазорном зацеплении. Вращение сообщается шеверу от привода станка, а колесо свободно вращается в центрах. Продольная подача Sпр осуществляется столом станка, на котором установлено колесо. После каждого прохода колеса направление подачи изменяется на обратное. Направление вращения шевера может также изменяться, но иногда обработка ведется без реверсирования. Для обработки зуба по всей высоте после каждого двойного хода стола производится радиальная подача Sp в направлении сближения осей шевера и колеса. Например, при обработке стальных колес шевером из быстрорежущей стали скорость вращения шевера v0 = 100. 120 м/мин, vpe3 = 35. 45 м/мин, Sпр = 0,1. 0,15 мм/об, SР = 0,02. 0,04 мм/дв.ход. Припуск под шевингование δ = 0,035 m.
В массовом производстве проектируются специальные шеверы, т.е. только для обработки колес определенного размера.
Шеверы обычно изготавливаются из быстрорежущих сталей марок Р6М5, Р6М5К5, Р18. Для обработки колес с твердостью 35. 48 HRCэ и выше шеверы оснащают твердосплавными пластинами. Иногда применяют покрытия зубьев шевера композитами из кубического нитрида бора. Конструктивные параметры дисковых шеверов для обработки прямозубых колес. При сцеплении шевера с обрабатываемым колесом образуется пара колес со скрещивающимися в пространстве осями и с разными углами наклона зубьев относительно своей оси.
Для правильного сцепления таких колес, как следует из теории зацепления, они должны иметь правильное зацепление с одной и той же исходной рейкой. Поэтому у сопряженных колес должны быть равны модули, углы профиля и шаги в нормальном сечении, т.е. соответственно т n0 = m1; α n0 = α 1; Р n0 = Р1.
После затупления шевер перетачивается путем шлифования зубьев по боковым сторонам и наружному диаметру со снятием слоя толщиной 0,05. 0,07 мм. Рекомендуется проводить не менее трех-четырех переточек.
Для создания припуска на переточку зубья шевера делаются корригированными, причем смещение профиля дается в «плюс» и «минус» от номинального (рис. 1.16). Припуск по толщине на сторону Δ = (а + b) принимается для шеверов m = 2. 8 мм в зависимости от модуля в пределах Δ = 0,25. 0,4 мм. Распределение припуска относительно номинального профиля может быть симметричным (т.е. а = b = Δ / 2 ), несимметричным или даже полностью смещенным в сторону положительной или отрицательной коррекции. В начале расчета он обычно задается симметричным, а затем как сама величина припуска, так и его распределение уточняются при расчете шевера.
Режущие кромки зубьев шевера образуются при пересечении стружечных канавок с боковыми эвольвентными поверхностями зубьев (рис. 1.17, а). У шеверов m = 2. 8 мм канавки имеют следующие формы: прямоугольные со сторонами, параллельными торцу (рис. 1.17, б), или нормальными к направлению зуба (рис. 1.17, в) и трапецеидальные (рис. 1.17, г). У мелкомодульных шеверов (m = 0,3. 2,0 мм) из-за малых размеров зубьев канавки делаются сквозными прямоугольными или трапецеидальными (рис. 1.17, д).
Формы стружечных канавок шевера
Режущие кромки шевера в статике имеют нулевой задний угол, но в сцеплении шевера с колесом появляется кинематический угол.
Передний угол зависит от формы канавки и направления подачи. Если канавки прямоугольные, со сторонами, параллельными торцу, то передний угол имеет или положительное, или отрицательное значение в зависимости от направления подачи. У канавок, нормальных к направлению зуба, γ = 0° независимо от направления подачи.
Размеры канавок должны быть достаточными для размещения стружек как у новых, так и у переточенных шеверов. Для стандартных шеверов (m = 2. 8 мм) шаг канавок РK = 1,8. 2,4 мм, глубина hK = 0,6. 1,0 мм, ширина SK = 0,5РK.
При нарезании колес под шевингование у инструментов (червячная фреза, долбяк) профиль зубьев делают таким, чтобы обеспечить благоприятные условия работы зубьев шевера. Скорость скольжения, а следовательно, и скорость резания по высоте зуба шевера неодинаковы. Так как на вершине зуба она практически равна нулю, то вершинную кромку, контактирующую с основанием зуба колеса, желательно разгрузить или вообще исключить из процесса резания. Процесс обработки боковых сторон зуба колеса также облегчается, если припуск на вершине зуба колеса будет равен нулю.
Шевер дисковый что это
ГОСТ 8570-80*
(CT СЭВ 881-78;
СТ СЭВ 882-78;
СТ СЭВ 4172-83)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Disk shaving cutters. Specifications.
Дата введения 1981-07-01
Постановлением Государственного комитета СССР по стандартам от 20 мая 1980 г. N 2236 срок действия установлен с 01.07.81 до 01.07.86**
* ПЕРЕИЗДАНИЕ (сентябрь 1984 г.) с Изменением N 1, утвержденным в апреле 1984 г. (ИУС N 8-84).
ВНЕСЕНЫ: Изменение N 2, утвержденное и введенное в действие Постановлением Государственного комитета СССР по стандартам от 24.03.87 N 859 с 01.10.87, Изменение N 3, утвержденное и введенное в действие Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 05.02.90 N 151 с 01.09.90
Изменения N 2, 3 внесены изготовителем базы данных по тексту ИУС N 6, 1987 год, ИУС N 5, 1990 год
Настоящий стандарт распространяется на дисковые шеверы, предназначенные для обработки цилиндрических зубчатых колес, изготовляемые для нужд народного хозяйства и для экспорта.
(Измененная редакция, Изм. N 1, 2).
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Шеверы должны изготовляться классов точности АА, А, В типов:

* Черт.1. Измененная редакция, Изм. N 3.
Номинальный делительный диаметр шевера 85 мм
Виды и назначение шевингования
Шевингование – это один из приемов механической обработки зубьев шестерен внешнего и внутреннего зацепления, для уменьшения шероховатости поверхности и получения точности профиля зубьев, при этом их твердость не должна превышать HRC 30-32. Данный процесс позволяет получить заданный поперечный профиль зубчатого зацепления, при котором потери на трение минимальны.

Типы шеверов
Шевингование без проблем исправит погрешность профиля, всех шагов (основных и окружных), а также направления зубьев, но вот с накопленной ошибкой шагов, справится ей гораздо тяжелее и иногда просто невозможно.
Так как рабочее движение подается только шеверу, любые погрешности кинематической цепи исключены, поэтому шевингование обладает высокой точностью при работе. От данной точности, которая достигается при предварительных работах, зависит точность зубчатых колес, если припуск маленький, то шевер не сможет исправить погрешности колеса, а при большом припуске увеличится время обработки, ухудшится точность, а также уменьшиться стойкость самих шеверов.

Смысл шевингования
Самый главный смысл шевингования – это соскобление лишнего верхнего слоя металла с обрабатываемой детали, а именно – со стальных зубчатых колес. Обрабатывающий инструмент изготовлен из быстрорежущей стали, поэтому шевингование выполняется быстро.
Находясь в контакте с обрабатываемым колесом, детали шевера проходят по боковым сторонам его резцов, таким образом, убирая ненужный слой металла.
Кромки шевера формируются с помощью поперечных канавок, находящиеся на рабочей части инструмента, благодаря им и возникает шевингование. При монтаже на станке получают движение зубьев шевера и обрабатываемого колеса, движение зависит от наклона, который имеет угол. Эффективность шевингования – это сумма или разность углов наклона детали. Оси заготовки и инструмента ставятся под нужными углами и могут быть направлены как в одинаковые стороны, так и в противоположные, от этого зависит какой знак («+» или «-» соответственно) выставят перед величиной рассматриваемой характеристики.
Проведение

Если шевер двигается в сторону, совпадающей с осью изделия и при этом величина такого хода такая же, как и ширина зубьев, то это – продольная подача. Линия при таких условиях находится в неподвижном состоянии. Шевингование в данном случае будет выполняться с помощью повторяющихся участков режущего края инструмента, поэтому зубья шевера изнашиваются постепенно и равномерно.
Поперечная, диагональная и тангенсальная подачи, также обеспечивают равномерный износ зубьев, позволяют сократить ход движения инструмента и привлечь его режущие зубья почти по всей ширине их рабочей поверхности.
Недостатки метода
Минусом этого процесса является отсутствие жесткой кинематической связи между шевером и обрабатываемым колесом, из-за чего при очередном шаге накапливается ошибка.
Следующий минус – это зависимость точности обработки от свойства зубонарезания и припуска.
Все больше набирает популярность способ обработки резцов кромочными шеверами. В этой процедуре присутствует жесткая кинематическая связь между колесом и режущим инструментом. Для обработки применяют пару шеверов, каждый из которых обрабатывает предназначенную ему сторону резца колеса при таком же направлении перемещения, что в обкате с подачей.

Виды оборудования
Все они обладают схожим методом работы, но имеют некоторые различия по характеристикам:
Зубошевинговальный станок 5702А
Для более конкретного понимания о принципах работы специализированного оборудования для шевингования, рассмотрим на примере работу станка – 5702А. Эта модель больше всего распространена в применении массового и серийного производства.
Модель имеет гидравлический привод подач лучевого типа и электромеханический – осевого типа.
Работу обеспечивает электродвигатель. Сам же шевер располагает 10-ю ступенями, которые настраиваются с помощью зубчатых колес.

С помощью правой бабки агрегата можно зажимать заготовку в рабочих центрах, а головка рабочего инструмента дает возможность выполнять настройку угла зацепления. Она может поворачиваться в обе стороны, угол поворота может составлять от 0 до 35 градусов.
За счет двигателя, мощность которого составляет 0.6 кВт, выполняются осевые подачи. Благодаря вертикальному движению консоли, происходят подачи лучевого типа.
Универсальность данного оборудования заключается в том, что на нем можно работать с бочковидными резцами, именно поэтому он имеет самую большую восстребованность среди других моделей.
Область применения
Шевингование – это очень эффективная, а также достаточно распространенная технология, которая часто используется в современной промышленности. В России такую технологию используют с 1936 года.
Такой метод востребован в различных областях, но больше всего его используют в автомобильном производстве, ведь на основе деталей, которые прошли калибровку, сделаны редукторы, червячные передачи.
Проволока также проходит шевинговую обработку, тем самым повышается ее упругость, удаляются лишние примеси, улучшая состав изделия.